集电环的结构与常见故障修理方法
1。集电环的结构
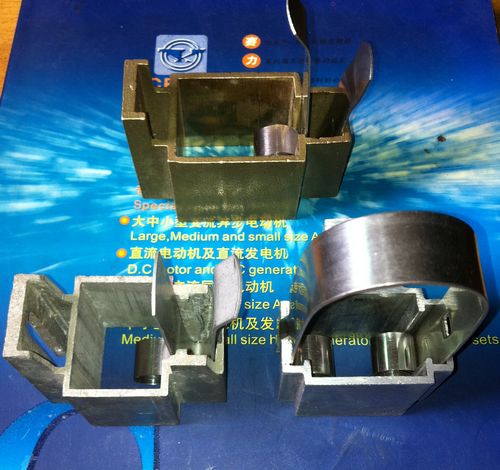
集电环的结构由于制造工艺的不同而有多种。它们的共同点是都由导电环、绝缘和固定支撑3个主要部分组成,只在组装工艺上有所区别,下面主要介绍常见的中型电机集电环和中、低速的大型电动机集电环。
2.装配式集电环,主要由金属环、衬套(薄钢板弯成的的开口套,又叫紧圈套)、绝缘衬垫和套筒等组成。绝缘衬垫可采用环氧酚醛玻璃布板或塑型云母板制成,套筒一般用铸件车制而成。金属环采用过盈配合与套筒紧固.该类型集电环主要用于中型电动机。
3.螺杆装配式集电环.这种集电环的金属环用绝缘垫圈相互绝缘,借助带有绝缘套筒的螺杆固定在支架上,适用于中;低速的大型电动机。
4.热套式集电环.这种集电环的金属环直接加热套在包有绝缘层的转轴上,适用于高速电动机.金属环一般采用黄铜;青铜或低碳钢制作,高速电动机的金属环用高强度合金钢(如35SiMn)制成.大型电动机集电环的金属环之间有时还装配绝缘隔板,加以大金属环之间的爬电距离。
2.集电环常见故障与修理
(1)铜环表面粗糙。集电环的铜环表面因长时间使用或电刷质量及压力不适当等原因造成过度磨损;烧损而变得粗糙时,应及时进行修复。
粗糙的程度过小时,可在电动机通电运转时,用一块00号砂布包在一块木板上,对铜环表面进行打磨.
粗糙的程度比较大时,则应将其单独拆卸下或者拆除整个转子,架在车床上,对铜环表面进行打磨.
(2).铜环松动.铜环松动表现在圆周方向或轴向.松动时,会造成电刷与其接触不稳定而打火,使铜环表面出现麻坑,环体过热的现象.
(3).接线杆与铜环接触不良.当某一个铜环较其他两个明显过热时,很可能是因其接线杆与铜环的连接部位接触电阻较大,发热严重而造成的.这种故障可以用测量电阻的方法查出,此电阻值应在0.001欧姆以下为正常。检出后,如是采用螺纹连接的,可将接线杆旋下,用丝锥(可能要焊接一段加长杆)旋入孔内,清除螺丝孔中的氧化层,加工一根螺纹稍微大于原接线杆旋入螺孔中。
(4). 铜环间短路。1)由于连接杆绝缘套管破损造成的铜环间短路,可更换破损的套管。2).由于铜环间塑料开裂并进入碳粉而造成的短路,若裂纹比较浅,可将裂纹适当开大后灌入环氧树脂;若裂纹比较深则应该更换新的集电环。
(5).铜环对地短路.铜环对地短路即与其钢质轴套之间发生短路,这种故障发生在内层,一般比较难修理。
(6).整体松动。由于轴套或轴的配合问题造成集电环整体松动时,可将集电环轴孔车大后,加入一个套筒进行固定。
电刷装置的种类与常见故障修理方法
电刷装置是指电刷,刷盒(或称为刷握)、压指及压簧、刷架等组成的系统。
(一).几种常见的电刷装置
三相绕组转子电动机集电环上有3个金属滑环,分别与转子三相绕组相接.因此也经有3组电刷与其相配合,从而与外接起动电阻相连.根据转子的电流大小,1组电刷可由2~4个电刷组成,它们由电刷架(一般由镀锌铁板制作)连接成并连关系.
中型电动机常用可调压簧式。
1)可调压簧式。它的优点是,可通过人工调节压板上的上下位置,来改变压簧对电刷的压力,从而补偿电刷磨短而造成的压力下降,此类电刷装置结构相对简单.
2)恒压弹簧式。在电刷磨损过程中,电刷上所承受的压力基本保持不变。
3)涡形弹簧式(盘形弹簧式)。涡形弹簧式又称为盘形弹簧式。在电刷磨损,所受压力有所变化时,它可以自动进行调整理。
4)杠杆拉簧式.由于卡板(即为杠杆)与两个弹簧3和9的共同作用,使电刷在正常磨损范围内所受压力基本保持在要求的范围内。
2.电刷装置常见故障及修理
1)电刷过热。电刷所受压力过大。主要是由压簧未调整好或压簧的弹力过大(可能使用了不同规格的压簧)造成。
电刷所受正常压力的数值可以从说明书或有关手册中查询到。其测量方法如下:
用一个小型弹簧秤钩拉电刷上端,提拉弹簧秤并观看电刷与集电环面接触点.在电刷刚刚离开集电环表面时,弹簧秤的示值即为电刷所受压力.吊拉电刷可以利用刷辩(有两条刷辩必须对称)或在上端打一个横孔后穿过的一根铜丝或尼龙绳.
若想更准确地确定电刷离开集电环的时刻,也就是说使测量值更精确,可在集电环与电刷间接一个电路,灯泡熄灭的瞬间即为断开时刻.
2)单个电刷电流密度较大时.放置在一个集电环的电刷,若其中某些电刷与集电环接触不实,则其他接触较好的电刷就会因分担较多的电流而发热.解决的方法是查明接触不实的原因之后排除之.
3)电刷含铜量少于标准值.当由于电刷制造时错用材料或材料本身经不合格,或错用了其他型号的电刷等原因,造成电刷含铜量少于标定值(例如80%)时,则电刷的电阻会大于标定值,从而产生较多的热量而过热.
此时应更换合格或原用型号的电刷.
(二)电刷与集电环接触面有较大火花.
1)电刷在刷盒内过松或过紧.常用电动机电刷与刷盒之间有一个合理的间隙。过大则会造成电刷较大的摆动,使其与集电环表面接触不稳定而产生火花;若过小,则电刷上下移动不灵活,同样也会因接触不稳定而产生火花。
2)刷盒离集电环表面距离过大。刷盒下口与集电环表面的距离应在2~4mm之间,过大则易造成电刷摆动而产生火花。
3)电刷与集电环接触面积小于电刷截面的75%.此时除会产生火花外,还会造成电刷过热.可用00号砂布来回拉动,将电刷拉成需要的接触面.
4)电刷或集电环材质过硬或不均匀.
5)电刷所受力过小.由于电刷磨损;压簧受热弹力减小等原因,造成电刷所受力减小,从而造成与集电环接触不良而产生火花.
6)集电环有较大的径向跳动.由于加工制造或使用时的磨损等原因,集电环表面的径向跳动过大时,会造成电刷的跳动而产生火花.
7)当电动机因安装不稳定等原因有较大振动时,也会出现火花较大的现象.
(三)电刷磨损过快.
1)电刷含碳量过多,即材料成分不合格或用错牌号.
2)电刷所受压力过大.
3)集电环表面粗糙.
4)工作环境过于干燥或潮湿.
5)负载太小.负载太小时,由于电流很小而不能在电刷与集电环的接触面形成一层较硬的氧化膜,使得电刷磨损比较快.
(四)集电环磨损过快.
1)集电环材质不合格.常用铜环的含铜量应该在80%左右;含硅量应在3%左右.若含铜或含硅量过少,则不耐磨.可通过打硬度和化验化学成分来鉴定.
2)电刷过硬或压力过大.
(五)电刷引线(刷辩)断后的更换方法.
1)锡焊法.当引线断裂但在电刷上还保留一部分时,可将与原来的引线相同规格的软铜线与剩余部分焊接在一起。 2)铆接或用螺钉连接.在电刷上端打孔,用铆钉或螺钉将引线与电刷连接.
3)用铜粉塞填压接法.此方法是电刷制造厂使用的一种正规生产方法,需要用一个专用工具-空心冲具来进行。